شماره تماس: 36641870-025 (دفتر کارخانه) مشاوره فنی فروش: 09395671596 پاسخگویی در ساعات اداری( 8 الی 16 )
هیچ محصولی در سبد خرید نیست.
فناوری چاپ سه بعدی اگرچه تحولی در سرعت تولید محصولات خاص ایجاد کرده است، اما...
یکی از نکات یا اصطلاحات تخصصی هنگام چاپ قطعات با پرینتر سه بعدی، infill یا...
اولین گام برای تولید یک قطعه در پرینتر سه بعدی، طراحی مدل سه بعدی می...
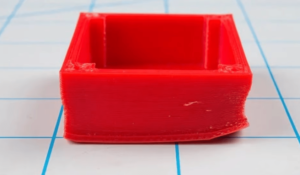
تاب برداشتن قطعه پرینتی به چه معناست؟ هر زمان که قسمت هایی از قطعه پرینتی...
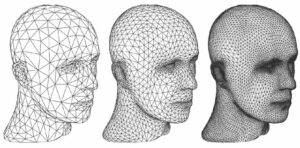
STL خلاصه عبارت “Standard Triangle Language” و یا “Standard Tessellation Language” می باشد. فرمت STL...
در استفاده از پرینتر های سه بعدی شما می توانید از مواد گوناگونی برای تولید...
در پرینت سه بعدی شما می توانید انواع مختلف فیلامنت ها را برای مواد اولیه...
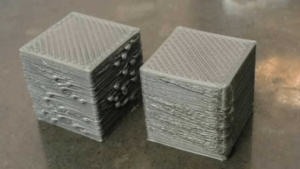
یکی از مشکلات رایج در کار با پرینتر سه بعدی جدا شدن لایه قطعه پرینتی...
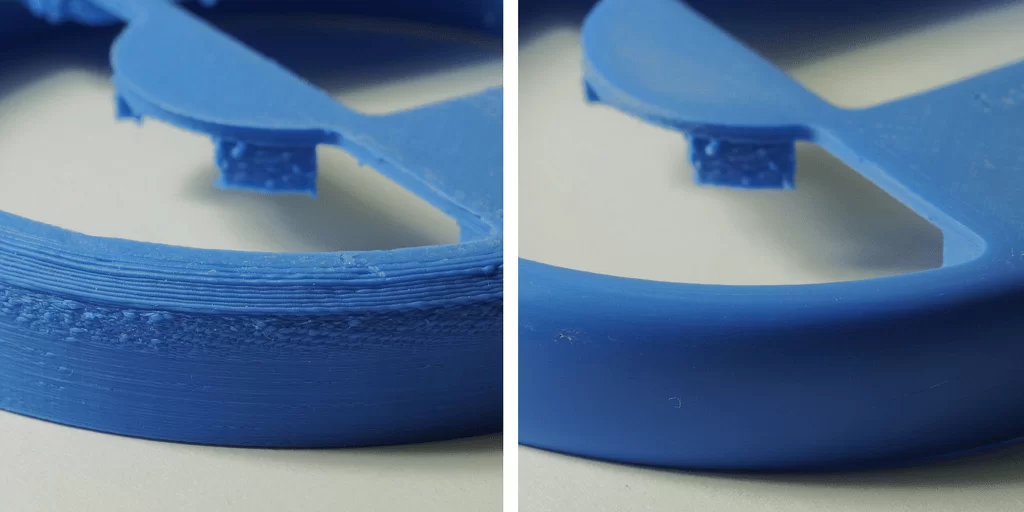
در پرینتر های سه بعدی از نوع FDM خطوط لایه ها بر روی قطعات پرینتی...
آزمون امنیتی *