
یکی از مشکلات رایج در کار با پرینتر سه بعدی جدا شدن لایه قطعه پرینتی است که همیشه برای کاربران دردسر ساز و از نکات حیاتی هنگام پرینت است. چراکه در صورت جداشدن لایه از قطعه پرینتی درحین عملیات پرینت باعث متوقف شدن دستگاه و هدر رفتن مقدار فیلامنت های استفاده شده می شود. بنابراین ما در این مقاله سعی کردیم تا با ذکر 8 نکته ضروری هنگام پرینت از بروز چنین مشکلی برای مشتریان کیتک و کاربران پرینترهای سه بعدی جلوگیری کنیم. پس با ما تا پایان این مقاله همراه باشید.
++ شما میتوانید برای ارتباط بیشتر و بیان مشکلات و سوالاتتان با بخش تماس با ما شرکت کیتک در ارتباط باشید ++
8 روش جلوگیری از جدا شدن لایه قطعه پرینتی
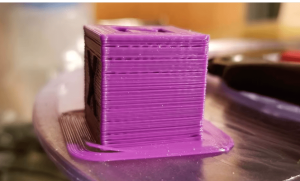
جدایش لایه های قطعه پرینتی که گاهی با لایه لایه شدن سطوح یاد می شود یکی از مشکلات چسبندگی لایه ها در پرینت سه بعدی است که با چسبندگی در لایه اول به سطح نیز مشابه است.
در صورت نبود چسبندگی لازم بین لایه اول و سطح به آسانی امکان جداشدن لایه های قطعه پرینتی فراهم می شود.
چسبندگی لایه اول در قطعه موجب تاب برداشتن قطعه می شود درحالی که جداشدن لایه ها در ارتفاع های مختلف قطعه باعث ایجاد ترک های چشمگیر در سطوح قطعه می شود.
این اتفاق ممکن است بنا به دلایلی خاص همچون دمای پایین نازل و بیش از حد سرد بودن آن، ارتفاع زیاد لایه ها از یکدیگر، تمیز نبودن نازل و دیگر موارد اتفاق بیافتد.
در ادامه به بررسی 8 روش برای رفع این مشکل می پردازیم.
1. * هات اند را تمیز نگه دارید*
پس از استفاده های مکرر از دستگاه پرینتر سه بعدی، نازل و قسمت هات اند دستگاه بسیار کثیف می شود. این کثیفی ها باعث گرفتگی نازل برای خروج فیلامنت از آن می شود.
بنابراین اولین روش پیشنهادی این است تا هر از چند گاهی پس از استفاده های مکرر و طولانی مدت از دستگاه، قسمت نازل دستگاه را تمیز کنید و یا حتی آن را تعویض کنید. تا از ایجاد جرم و لکه درون آن جلوگیری شود و فیلامنت بطور کامل و یکنواخت از آن خارج شود.
از آنجاییکه تمیز کردن و یا تعویض نازل کار بسیار آسانی است پیشنهاد ما این است تا هر از چند گاهی این کار را انجام دهید تا از بروز مشکلات جلوگیری شود.
2.* سرعت پرینت را کاهش دهید*
دومین راه حل پیشنهادی، کاهش سرعت پرینت است که حلال بسیاری از مشکلات هنگام پرینت سه بعدی است. با کاهش سرعت مواد بیشتر و راحت تر به سطح ریخته می شوند. اگرچه سرعت بالا پرینت به این معناست که فیلامنت سریع تر خارج می شود ولی اگر قسمت هات اند و نازل دستگاهتان به اندازه کافی گرم نباشد باعث جداشدن لایه قطعه پرینتی و همچنین مشکلات دیگر هنگام چاپ می شود.
با کاهش سرعت این مقدار زمان لازم را به هات اند و نازل برای ذوب و اکسترود کردن فیلامنت و چسبیدن لایه ها به یکدیگر می دهیم.
برای تنظیم سرعت، با توجه به نوع فیلامنت باید آنرا در فواصل 5 تا 10 میلیمتر کاهش دهید تا به 50 درصد مقدار اصلی برسید. اگر همچنان مشکل پا برجاست پس مشکل جای دیگری است و باید راه های دیگر اشاره شده در ادامه را امتحان کرد.
++ برای خرید انواع فیلامنت در رنگ های مختلف میتوانید از طریق وبسایت کیتک ثبت سفارش را انجام دهید ++
3.* دمای هات اند را افزایش دهید*
سومین راه حل برای جلوگیری از جداشدن لایه قطعه پرینتی افزایش دمای هات اند می باشد. با افزایش دما میزان ذوب و اکسترود شدن فیلامنت بیشتر می شود. میزان دمای هات اند تاثیر بسیار زیادی بر روی چسبندگی لایه های قطعه پرینتی در طول فرآیند پرینت دارد.
آزمایش های زیادی در سراسر جهان انجام شده است که حاکی از آن است که بالا بودن دمای نازل باعث تولید قطعات با استحکام بیشتری می شود. با داغ بودن نازل نرخ جریان فیلامنت بیشتر می شود که پیوند بین لایه ها که دمای بالایی را برای اتصال نیازمند است را بسیار آسان می کند.
درصورت نیاز به افزایش دما برای خروج فیلامنت می توانید دمای نازل را تا 10 درجه سانتی گراد افزایش دهید. تا جدایش در لایه ها اتفاق نیافتد. اگر همچنان مشکل برطرف نشد افزایش دما را در فواصل 5 درجه ای امتحان کنید و تا حداکثر دمای لازم برای فیلامنت پیش بروید.
4.* مقدار جریان را افزایش دهید*
افزایش نرخ جریان فیلامنت چهارمین روش پیشنهادی است. شما می توانید این کار را در نرم افزار اسلایسری که برای دستگاه پرینتر خود استفاده می کنید انجام دهید.
نرخ جریان نشان دهنده سرعت اکسترود در انتقال فیلامنت در هات اند با سرعتی مشخص است. تغییر نرخ جریان باعث حل مشکلاتی همچون اکستروژن و تزریق کم فیلامنت یا بیش از حد آن است که می تواند مشکل جداشدن لایه های قطعه پرینتی را نیز حل کند.
نرخ جریان را با فواصل 5 درصدی تغییر دهید تا با تزریق مناسب فیلامنت مواجه شوید و مقدار لازم را بیابید.
5.* خنک کاری قطعه در جلوگیری از جدا شدن لایه قطعه پرینتی*
خنک شدن بیش از حد قطعه می تواند باعث بروز مشکلاتی همچون تاب خوردن قطعه شود، همانطور که می دانیم برای چسبندگی لایه ها به یکدیگر باید دما بالا باشد پس خنک بودن لایه ها نسبت به یکدیگر باعث جدا شدن لایه ها از قطعه پرینتی می شود.
در این مرحله سرعت فن را در فواصل 10 درصدی کاهش دهید تا به بهترین حالت ممکن برسید. از اینکه سرعت فن ها را تا صفر درصد هم کاهش دهید نترسید مخصوصا برای پرینت با فیلامنت ABS که نیازمند دمای بالایی می باشد. همچنین این امر در فیلامنت PETG هم می تواند باعث چسبندگی ضعیف لایه ها شود.
++ برای نحوه پرینت با فیلامنت ABS و فیلامنت PETG می توانید دو مقاله موجود در سایت را مطالعه کنید ++
6.* ارتفاع لایه را کاهش دهید*
یکی از عوامل مهم در چسبندگی لایه ها به یکدیگر ارتفاع آنها از یکدیگر است. پس سعی کنید ارتفاع لایه را کاهش دهید. برای انجام این کار باید از نرم افزار اسلایسر خود کمک بگیرید و تغییرات را در آنجا اعمال کنید.
ارتفاع لایه کاملا به قطر نازل بستگی دارد. مرسوم ترین ارتفاع لایه برای یک نازل 0.4 میلیمتری مقدار 0.2 میلمتر است. همچنین می توانید این مقدار را تا 0.16 میلمتر نیز کاهش دهید.
هر چقدر ارتفاع لایه کمتر باشد، دقت و جزئیات در پرینت بیشتر می شود و البته سرعت چاپ را بسیار پایین می آورد. هرچقدر هم که ارتفاع لایه بیشتر باشد، استحکام قطعه بیشتر می شود، اگر مقدار ارتفاع لایه را زیاد قرار دهید لایه ها از یکدیگر دور می شوند و چسبندگی لازم را از دست می دهند.
++ برای دانلود نرم افزار های اسلایسر مختلف اینجا کلیک کنید ++
7.* فیلامنت را تعویض و یا خشک کنید*
با قرار گرفتن فیلامنت در معرض رطوبت، کیفیت فیلامنت کاهش می یابد. وقتی فیلامنت مرطوب می شود، مواد تخریب شده و پرینت آن دشوار می شود و مشکلاتی از قبیل جدا شدن لایه ها از یکدیگر ایجاد می کند.
فیلامنت های TPU بیشتر از بقیه فیلامنت ها رطوبت را جذب می کنند. در صورت مشاهده مرطوب بودن فیلامنت آن را استفاده نکنید. فیلامنت ها را می توانید پس از هربار استفاده در محفطه یا روکشی قرار دهید تا از مرطوب شدن آن جلوگیری کنید.
8.* قطر بزرگتر نازل برای جلوگیری از جدا شدن لایه قطعه پرینتی*
در آخرین روش با استفاده از انواع نازل با قطر های بزرگتر می توانید ریسک جدا شدن لایه قطعه پرینتی را کاهش دهید. هرچه قطر نازل بیشتر باشد، گرفتکی نازل کمتر و چسبندگی بین لایه ها بیشتر می باشد. به اینگونه که نازل با قطر بزرگتر مقدار فیلامنت بیشتری را از خود خارج می کند و موجب افزایش سطح اتصال بین لایه ها می شود.
اکثر پرینتر های سه بعدی از نازل های 0.4 و 0.5 به طور پیش فرض استفاده می کنند که شما می توانید به راحتی این نازل ها را تعویض نمایید.
++ همچنین می توانید در تماس با شرکت کیتک نازل ها را با قطر های متفاوت از 0.2 تا 1 میلیمتر سفارش دهید ++
سخن آخر…
در هنگام پرینت انواع قطعات با چالش های بسیاری روبرو خواهید بود. جدا شدن لایه های قطعه پرینتی هم یکی از این چالش ها می باشد که در صورت حاد بودن مشکل، عملیات پرینت متوقف می شود و تمامی مواد مصرف شده هدر می روند.
اگر شدت این مشکل کم باشد، در ظاهر قطعه ترک های چشمگیری ایجاد می شود و تنها در صورت وجود ترک های جزئی شما می توانید با انواع روش ها به صیغل دادن قطعه و صاف کردن آن بپردازید.
++ پیشنهاد ما مطالعه مقاله صاف و صیغلی کردن سطوح قطعات پرینت است ++
ما در این مقاله سعی کردیم تا با ارائه انواع روش ها به برطرف شدن این موضوع بپردازیم. امیدواریم این مقاله باعث رفع مشکل شما هنگام پرینت قطعات منحصر به فردتان شود.