
اولین گام برای تولید یک قطعه در پرینتر سه بعدی، طراحی مدل سه بعدی می باشد. فناوری چاپ سه بعدی دو ویژگی منحصر به فرد دارد: «آزادی در طراحی» و «آسانی تولید». در عرض چند ساعت، میتوانید مدل سه بعدی مورد نظر خود را آماده کرده و بدون استفاده از قالبهای گران قیمت و ابزارهای ماشینکاری سنگین، آن را به یک جسم فیزیکی تبدیل کنید.
با این حال، اینطور نیست که همه مدل های سه بعدی به خوبی و بدون هیچ مشکلی چاپ شوند. ممکن است انجام برخی سخت تر از بقیه باشد یا در طراحی بعضی نیاز به دقت ها و ظرافت خاصی داشته باشیم.
++ 10 سایت برتر دانلود مدل سه بعدی ++
اگر در حال طراحی مدل سفارشی خود برای چاپ سه بعدی هستید، ما در تیم محتوایی کیتک از شما دعوت می کنیم که حتما قبل از آن برخی از نکات و تجربه های مفید در این زمینه را مطالعه کنید تا یک پرینت بی نقص و با کیفیت ایجاد کنید:
++ نحوه خروجی گرفتن فایل STL از نرم افزار های طراحی ++
1. کاهش ساپورت با ایجاد قانون 45 درجه
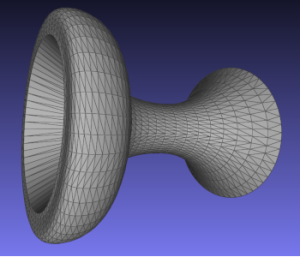
پرینت سه بعدی یک فرایند چاپ لایه به لایه است. اگر لایه قبلی، به اندازه کافی نتواند مواد لایه بالاتر را پشتیبانی کند تا مواد فیلامنت روی آن به راحتی بنشیند، رشته های مواد از هم گسسته شده و قطعه به اصطلاح overhang میکند. به عنوان مثال، برای چاپ شکل زیر با چنین مشکلی مواجه شده ایم:

یکی از ساده ترین راه ها برای جلوگیری از overhang شدن قطعه، تغییر چیدمان موقع چاپ است. اگر همین قطعه را قبل از چاپ برعکس کنیم و سپس آن را به g-code تبدیل کنیم، مشکل برطرف میشود:

اما همه قطعه ها آن قدر ساده نیستند. بلکه به وسیله فناوری چاپ سه بعدی تقربیا هر قطعه با هر پیچیدگی را باید بتوان تولید کرد. اما جای نگرانی نیست! چرا که برای حل این موضوع میتوان از «ساپورت» استفاده کرد. یعنی ماده اضافه ای که جزء خود قطعه نیست و برای افزایش سطح تماس با لایه قبلی به طرح اضافه می شود و در نهایت باید از قطعه جدا شود به عنوان مثال، همین قطعه با کمک ساپورت به شکل زیر در میآید:

اگرچه در این ساختارها مقدار قابل توجهی فیلامنت مصرف می شود و پس از کندن آن روی قطعه اصلی اثر خود را باقی می گذارد، اما حذف آنها خیلی مواقع ممکن نیست یا احتمال دارد منجر به سطوح ناهموار شود؛ لذا باید به دنبال فکری برای کاهش این ساختارها باشیم.
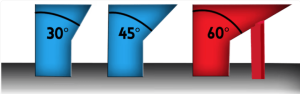
سوال اصلی این است، چه زمانی از ساپورت استفاده کنیم؟ آیا فقط وقتی از ساپورت استفاده کنیم که لایه بالاتر (مانند قطعه T شکل) کاملا افقی است؟ آیا مثلا برای چاپ یک Y سه بعدی، نیاز به ساختار ساپورت نداریم؟

به عنوان یک قانون تجربی سرانگشتی، برای شیب های بیش از 45 باید ساپورت طراحی کنیم. البته تا جای ممکن (اگر به طرح لطمه ای نزند) سعی می کنیم هنگام طراحی مدل شیب قسمت های مختلف قطعه را کمتر در نظر بگیریم تا نیاز کمتری به ساپورت پیدا کنیم و در مصرف فیلامنت صرفه جویی شود.
2. خلاقیت به خرج دهید
یکی از راههای خلاقانهتر برای کاهش ساپورت ها، ادغام آنها در طراحی شما است. هیچ فرمول واحدی برای انجام این کار وجود نیست! بلکه به میزان خلاقیت شما بستگی دارد.
مثلاً، اگر قرار است مجسمه یک انسان را چاپ کنید که روی پای خود ایستاده، (اگر محدودیت های طراحی اجازه می دهد) یک ستون برای او هم طراحی کنید تا سازه شما موقع چاپ فرونریزد! یا مجسمه خود را به گونه ای قرار دهید که نیاز به ساپورت نباشد!
یا مثلاً هیچ لزومی ندارد همه ساپورت ها را تا پایین ترین لایه بکشید! میتوانید آن ها را بین دو نقطه از خود طرح تکیه دهید. یا اینکه برخی آنها را با هم ادغام کنید.
3. حواستان به خیز یا پل ها باشد
برخی قطعات مانند پل، در زیرشان هیچ تکیه گاهی وجود ندارد و در انتهای محل های اتصال، به سایر قسمت های مدل متصل می شوند. بدترین چیزی که ممکن است برای یک همچنین قطعهای اتفاق بیفتد این است که تحت وزن خودش دچار خیزش یا کمانش شود. در این صورت، نیاز به اضافه کردن ساپورت داریم؛ حتی اگر محدودیت زاویه ای وجود نداشته باشد.
لحاظ نکردن ساپورت باعث آویزان شدن پل، به خصوص در قسمت میانی می شود. اینکه تا چه حدی از خیزش را در طراحی صرف نظر کنیم و چه حدی را برایش ساپورت قرار دهیم، به طول پل و همچنین چگالی فیلامنت مورد استفاده و نیز تجربه طراحی بستگی دارد. به شکل زیر که یک پل پرینتی با پرینتر سه بعدی هست دقت کنید:

البته این نکته مخصوص فقط پل ها نیست! هر کجا قطعه ای داشتیم که وضعیتش شبیه این حالت بود، باید به فکر ساپورت برای آن باشیم.
4. چرخش قطعه با توجه به رزولوشن و استحکام
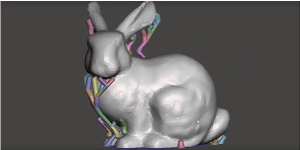
اگر به یک قطعه که با فناوری FDM پرینت سه بعدی شده با دقت نگاه کنیم، خطوط لایه در جهت x و y را می توانیم به راحتی با چشم ببینیم. البته این یک امر طبیعی و به خاطر محدودیت دقت عرض نازل است. اما دقت در امتداد محور z با تنظیم ضخامت این لایه ها تا حدودی قابل کنترل خواهد بود.
این مطلب بسیار مهمی است که اگر مدل شما جزئیات دقیقی دارد، حتما باید در نظر بگیرید. اگر قطعه شما جزئیات و ظرایفی دارد که نمی خواهید از دست برود، بهتر است آن جزئیات را در امتداد محور z قرار دهید.
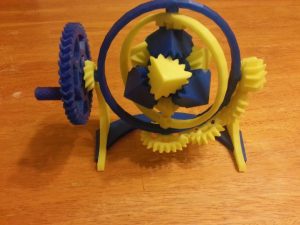
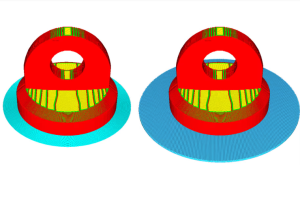
هچنین اگر قطعه ای را طراحی می کنید که بار قابل توجهی را تحمل می کند، توجه کنید که اساساً خطوط لایه ضعیف ترین نقاط چاپ هستند و هر تنش موازی با آنها می تواند باعث جدا شدن آنها از یکدیگر شود. لذا برای دست یافتن به یک محصول باکیفیت، بهتر است مدل خود را طوری طراحی کنید که هر تنش عمود بر خطوط لایه – یعنی در راستای محور z- اعمال شود؛ مانند قطعه زرد رنگ در شکل زیر:

5. مدل را به چند قسمت تقسیم کنید
به عنوان یک طراح حرفهای، همیشه باید این نکته را هنگام طراحی مدل در نظر بگیرید که یکی از ایده های پیش رو در ساخت، تبدیل قطعه به چند قسمت و تولید هر قسمت به صورت جداگانه است؛ به طوری که به یکدیگر قابل مونتاژ باشند.
از پرکاربرد ترین مواردی که در این ترفند بسیار به کار میآید، مواردی را اشاره می کنیم:
- وقتی محصول مورد نظر بسیار بزرگ باشد اما چاپگر ما کوچک بوده و به ما اجازه ندهد که کل محصول را یک تکه چاپ کنیم.
- ممکن است برخی قسمت های قطعه نهایی به استحکام بیشتری نیاز داشته باشد و لازم باشد جنس فیلامنت آن مستحکم تر از قسمت های دیگر باشد. اما در قسمت های دیگر محصول نیازی به استفاده از فیلامنت محکم تر و گران تر نباشد. می توانیم برای صرفه جویی در هزینه نهایی تولید، فقط آن قسمتی که لازم است از فیلامنت گران تر بسازیم و در نهایت محصول را مونتاژ کنیم.
- بعضی مواقع، ساختار هندسی قطعه ما به گونه ای است که اگر به تنهایی چاپ شود به ساپورت بسیار زیادی نیاز خواهد بود. اما با این ترفند، می توانید قطعه را به دو بخش به گونه ای تقسیم کنید تا هر بخش به راحتی (بدون ساپورت زیاد) چاپ و در انتها روی هم سوار شوند. گاهی این کار ارزش آن را دارد که از مصرف بیش از حد فیلامنت و دردسر جدا کردن ساپورت پس از ساخت جلوگیری شود.
- به منظور غیر دائمی کردن اتصالات، ممکن است هیچ یک از محدودیت های قبلی وجود نداشته باشد اما در عوض قابل اصلاح یا تعویض بودن قطعات یک مزیت فوق العاده باشد. اگر یک قسمت از محصول خیلی بیشتر از سایر نواحی در معرض آسیب و فشار است را جداگانه بسازیم، در صورت خرابی، مجبور نخواهیم بود کل محصول را دور بیندازیم بلکه فقط آن قطعه خراب شده را تعویض میکنم.
- سهولت حمل و نقل؛ در تولید قطعات با ابعاد بزرگ با فناوری پرینترهای سه بعدی اگر چه از نظر فناوری ساخت، با پرینترهای بزرگ، امکان این را داشته باشیم که محصول نهایی را یک تکه بسازیم اما برای سهولت در حمل و نقل قطعه را به چند بخش قابل مونتاژ تقسیم می کنیم تا به راحتی در همایش ها یا نمایشگاه ها و … جابجا شوند.
6. روی انتخاب جنس فیلامنت خوب فکر کنید!

از مواردی که قبل از شروع طراحی مدل باید در مورد آن تصمیم گرفته باشید، جنس محصول نهایی تان است؛ چرا که مواد مختلف خواص فیزیکی و مکانیکی متفاوتی دارند. استحکام، نرمی، دمای ذوب، ضریب انبساط و … همه و همه از پارامترهایی ست که می تواند روی طراحی شما تأثیر بگذارد.
به عنوان مثال، یک فیلامنت انعطاف پذیر ممکن است برای طرح هایی با اتصالات پرس فیت یا اتصالات محکم مناسب نباشد. یا اگر به مدلی با لولاهای انعطاف پذیر نیاز دارید، انتخاب ضخامت لولا برای چنین مقطعی به سختی پلاستیک بستگی دارد.
اگر هنوز جنس محصول را انتخاب نکرده و مشغول طراحی مدل شده اید، همین حالا نرم افزار Solidworks را ببندید، یک کاغذ و یک خودکار روی میزکارتان قرار دهید، این سوال ها را بنویسید و به پاسخ آن فکر کنید:
- محصول من چه مقدار باری قرار است تحمل کند و چه استحکامی لازم دارد؟
- در چه دمای کارکردی قرار است استفاده شود؟
- چه میزان از تلرانس و دقت ابعادی برای من مهم است؟
- آیا قسمتی از طرح وجود دارد که احتمال خیزش، کمانش و یا سایر خرابی های مکانیکی متداول را در آن بالا باشد؟
- و هر سوال دیگری که برایتان مهم است و در طراحی شما تاثیرگذار است.
عجله نکنید! برای ساخت یک محصول باکیفیت باید همه این مراحل طی شود. یک بار دیگر محدودیت ها و الزامات قطعه تان را مرور کنید. پس از تمام شدن این مرحله وقت آن رسیده است که فیلامنت های مختلف بازار را شناسایی کنید و ببینید کدام یک بهتر میتواند پاسخگوی نیاز شما باشد. حتی اگر جنس فیلامنت را از قبل میشناسید، اینکه توسط چه تولید کننده ای تولید شود و درصد مواد تشکیل دهنده آن چگونه باشد و … میتواند کمی در ویژگی های آن تاثیر بگذارد. لذا خواص مکانیکی فیلامنت را قبل از خرید بررسی کنید تا از انتخاب تان مطمئن شوید.
++ برای خرید انواع فیلامنت پرینتر سه بعدی اینجا کلیک کنید ++
7. تغییر ابعاد در طراحی مدل پس از سرد شدن قطعه را فراموش نکنید!
همه ما از فیزیک دوره دبیرستان به خاطر داریم که اجسام با افزایش دما منبسط و با کاهش دما منقبض میشوند. حتی اولین راه حلی که به ذهن مون میرسه برای باز کردن درب شیشه مربایی که مدت زیادی توی یخچال مونده، اینکه آب داغ روی آن بریزیم تا درب منبسط بشه و بتونیم بازش کنیم! البته این قانون استثنائاتی هم داره و بعضی مواد، با کاهش دما منبسط میشه و ابعادشون یه مقدار افزایش پیدا میکنه!
اگر شما در حال طراحی یک قطعه با دقت و ظرافت قابل توجه هستید، یکی از مولفه هایی که باید در طراحی به آن توجه کنید ضریب انبساط حرارتی ماده فیلامنت مورد استفاده است. چراکه مواد، دقیقا با همان ابعادی که از نازل خارج می شوند و روی هیت بد می نشینند، ثابت نخواهند ماند. بلکه با سرد شدن ابعادشان کمی تغییر میکند.
لذا قبل از اینکه G-CODE قطعه موردنظرتان را تولید کنید، باید ابعاد نهایی طرح سه بعدی تان را کمی تغییر دهید تا پس از سرد شدن فیلامنت ، به ابعاد دلخواه شما برسد. اگر این مرحله را نادیده بگیرید همه تلرانس های موجود در طرح تان جابجا خواهد شد!
حتما مشخصات فیزیکی و درصد shrinkage ماده فیلامنت مورد استفاده را هنگام خرید از فروشنده سوال کنید و هنگام طراحی آن را لحاظ کنید. اگر قطعه ای دارید که ابعاد آن برایتان خیلی حساس است، حتی بهتر است یک یا چند نمونه الگوی آزمایشی ساده قبل از آن چاپ کنید تا با اطمینان به دقت قابل قبول مدنظرتان دست یابید.
8. گوشه ها را گرد کنید.
تاب برداشتن گوشه ها یکی از مشکلات رایجی است که ممکن است در کار کردن با چاپگر سه بعدی با آن مواجه شویم؛ مخصوصاً وقتی دمای چاپ ما – به دلیل مشخصات چاپگر یا دمای ذوب فیلامنت – بالاست.
برطرف کردن تاب قطعه دردسرهای زیادی دارد، مثل تغییر تنظیمات دما یا چسباندن پر زحمت بر روی هیت بد یا …. . اما یکی از راه حل های پیشگیرانه برای جلوگیری از این اتفاق در هنگام طراحی قطعه است. و همونطور که همه ما شنیدیم «پیشگیری بهتر از درمان»!
یکی از موارد مبتلا به، تاب گرفتن گوشههای تیز از روی لایههای چسبیده به هیت بد است؛ چراکه تمرکز تنش حرارتی پس از سرد شدن روی این قسمت از قطعه بیشتر است.

یکی از ساده ترین راه ها برای جلوگیری از بروز این مشکل، فیلت دادن به گوشه های تیز طرح است. اگر الزامات طراحی مدل به شما اجازه میدهد، گوشه های کار را گرد کنید تا از تمرکز تنش در این نقاط جلوگیری شود.
البته این نکته را در نظر داشته باشید که ممکن است گوشه ها را گرد کنید و تدابیر لازم را بیندیشید اما باز هم قسمتی از قطعه کمی تاب به خودش بگیرد.
9.از حالات Raft و Brim استفاده کنید.
اگر ابعاد و جزئیات قطعه شما به گونه ای است که با ترفند شماره 8 امکان برطرف کردن تاب آن وجود ندارد، یک راه حل مناسب برای جلوگیری از تاب برداشت قطعه استفاده از حالت های موجود در برخی نرم افزارهای اسلایسر است. به عنوان نمونه اسلایسر CURA دو ابزار به این منظور به نام Raft و Brim دارد. با فعال کردن هر یک از این دو ابزار، چاپگر یک یا چند لایه اضافه به صورت دیسک در زیر قطعه چاپ میکند تا سطح تماس نقاط کناری بیشتر شده و احتمال تاب برداشتن کمتر شود. تفاوت Raft با Brim در این است که Brim به جای یک لایه ، چند لایه زیر قطعه ایجاد میکند و محکم تر میشود.
++ تفاوت های Brim, Raft, Skirt در پرینتر سه بعدی ++
یک نکته مهم را از یاد نبرید! و آن اینکه جدا کردن صفحه Raft یا Brim به آسانی جداکردن ساپورت از قطعه نیست و ممکن است پس از کنده شدن رد قابل توجهی روی قطعه باقی بگذارد. حتی الامکان آن قسمتی از قطعه را برای صفحه Raft و Brim انتخاب کنید که هنگام استفاده قطعه مورد توجه و دیده شدن نیست.
اگر خود را فرد خلاقی می دانید، می توانید به این فکر کنید که صفحه Raft یاBrim را در طرح تان ادغام کنید، به گونه ای که جزء طرح تان شود و نیازی به کندن آن نباشد. البته اگر الزامات طراحی به شما این اجازه را میدهد.
10. دقت فایل STL را در طراحی مدل تنظیم کنید.
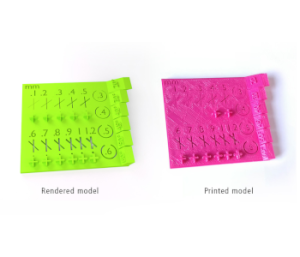
STL فرمت انتخابی اکثر پرینترهای سه بعدی است، عمدتاً به دلیل اندازه کم فایل فشرده شده آن؛ چرا که در فرمت STL، مدل ها با استفاده از یک سری مثلث به هم پیوسته پوشش داده می شوند. این یک روش رایج برای «سادهسازی» یک مدل است..حالا هر چقدر تعداد این مثلث ها بیشتر شود، کیفیت و دقت فایل نهایی و در مقابل حجم آن افزایش مییابد و هرچقدر تعداد این مثلث ها کمتر شود، کیفیت و حجم هر دو کاهش مییابد.
البته حتی در صورت کاهش وضوح، کیفیت فایل های STL نهایی اغلب برای چاپ سه بعدی قابل قبول است. هنگامی که کار طراحی مدل در نرم افزار SOLIDWORKS (یا هر نرم افزار CAD دیگر) به اتمام رسید و قصد داشتید از مدلتان خروجی STL بگیرید، میتوانید وضوح و دقت فایل را تنظیم کنید.
مثلا اگر قصد دارید فایل را به اشتراک بگذارید هرچقدر وضوح پایینتر باشد حجم فایل هم کوچکتر خواهد بود و اشتراک گذاری آن آسان تر است. یا وقتی میخواهید در سایت خودتان آپلود کنید و فضای ذخیره سازی سرورتان محدود است کاهش حجم فایل نهایی میتواند کمک تان کند. اما اگر دقیق بودن جزئیات و ابعاد قطعه پس از چاپ برای تان ضروری ست و دقت چاپگرتان هم این اجازه را میدهد، وضوح فایل STL را تا حد نیاز افزایش دهید.
++ فرمت STL و نحوه خروجی گرفتن از نرم افزار های CAD ++
سخن آخر…
اکثر افراد، وقتی به تازگی یک پرینتر سه بعدی تهیه می کنند کارشان را با دانلود مدل های سه بعدی رایگان از سایت ها شروع می کنند. یکی از جالب ترین کاربردهای پرینتر سه بعدی این است که چقدر آسان میتوان با آن سرگرم شد! اینکه بتوان ایده های ذهنی خود را به مدل های سه بعدی واقعی تبدیل کرد، اتفاق تازهای ست که سطح متفاوتی از خلاقیت را فتح کرده است!
++ 10 سایت برتر دانلود مدل های سه بعدی ++
به هر حال، همه مدلهای سهبعدی طوری طراحی نشدهاند که پس از چاپ به خوبی به یک قطعه سهبعدی تبدیل شوند. برای اطمینان از کیفیت پرینت های سه بعدی و برای اینکه فرآیند پرینت سه بعدی به تجربه ای دلپذیرتر تبدیل شود، چند قانون و ترفند کلی وجود دارد که به شما توصیه می کنیم آنها را گوشه ذهن خود نگه دارید.