
یکی از نکات یا اصطلاحات تخصصی هنگام چاپ قطعات با پرینتر سه بعدی، infill یا پرشوندگی است. حتما شما هنگام استفاده از نرم افزار اسلایسر خود با گزینه های زیادی مواجه شدید که در آن infill ذکر شده است. همچنین قطعا به نحوه چاپ در قسمت داخلی قطعات هنگام پرینت توجه کردید. پس اگر می خواهید درباره infill و یا پرشوندگی بیشتر بدانید پیشنهاد ما به شما این است که تا آخر این مقاله با ما همراه باشید.
پرشوندگی یا infill در پرینتر سه بعدی چیست؟
قطعات پرینتی به دو بخش داخلی و خارجی تقسیم می شوند. به تراکم ماده در بخش داخلی قطعات پرینتی پرشوندگی یا infill می گویند. مقدار تراکم ماده در پرینت سه بعدی موضوع بسیار مهمی است که در ویژگی های یک قطعه همچون وزن، استحکام، رفتار دمایی، مدت زمان پرینت و هزینه ساخت تاثیر گذار است.
یکی از مزیت های ساخت قطعات با پرینتر سه بعدی این است که شما می توانید مقدار تراکم مواد را در قسمت داخلی قطعه را خودتان انتخاب کنید و با تنظیمات دلخواه خودتان قطعه مورد نظر را پرینت کنید.
تنظیمات infill
پرشوندگی یک قطعه در پرینتر سه بعدی کاملا انتخابی است، زمانی که مدل سه بعدی را وارد نرم افزار های اسلایسر کردید می توانید شرایط مورد نظر برای تنظیمات infill را با توجه به انتظاری که از قطع خروجی خود دارید را ایجاد کنید.
++ برای دانلود نرم افزار اسلایسر Cura اینجا کلیک کنید ++
چگالی infill
چگالی پرشوندگی مقدار مواد مورد استفاده را درون قطعه پرینتی مشخص می کند. مقدار چگالی بالا نشان دهنده این است که مقدار فیلامنت بیشتری درون قطعه شما مصرف می شود تا استحکام قطعه را افزایش دهد. مقدار چگالی کم تر نیز به معنای مصرف کمتر فیلامنت درون قطعه مورد نظر است.
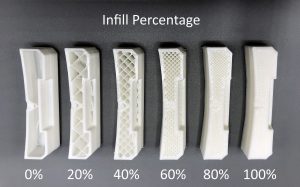
- میزان درصد چگالی 0 تا 20: برای استفاده از قطعاتی کاربرد عملی ندارد و نیروی رو آن اعمال نخواهد شد بلکه بیشتر جنبه نمایشی دارد. همچون نمونه های اولیه قطعات برای ارائه. در بسیاری موارد چگالی صفر درصد تنها زمانی که قطعه شما سطح بالایی آن بلند نباشد و بسیار کوچک باشد، استفاده می شود.
- میزان درصد چگالی 20 تا 40: برای هنگامی که می خواهید قطعه مورد نظرتان کمی در برابر نیروهای وارده مقاوم باشد و استحکام کافی را داشته باشد. این میزان درصد یک مقدار رایج برای اکثر قطعات پرینتی می باشد که هم به استحکام ماده کمک می کند و هم در زمان و مواد زیادی صرف نمی کند.
- میزان درصد چگالی 40 تا 100: اگر واقعا قطعه ای می خواهید که در مقدار نیرو های مختلف مقاوم باشد این میزان درصد مقدار مناسبی است. البته که با افزایش درصد مقدار فیلامنت مصرفی و زمان نیز افزایش می یابد که در بحث هزینه ها تاثیر گذار است.
فاصله خطوط Infill
به جایی مقدار دهی میزان درصد پرشوندگی شما می توانید فاصله خطوط Infill را از یکدیگر مشخص کنید. که تاثیرات یکسانی همچون درصد چگالی دارد و تفاوتی ایجاد نمی کند.
الگو های infill
تعداد و انواع مختلفی از پرشوندگی در پرینتر های سه بعدی وجود دارد و ما در این مقاله سعی کردیم تا 4 نوع از رایج ترین آنها را که مستطیلی، مثلثی، موج دار، شش ضلعی است را بطور مختصر برای شما شرح دهیم:
مستطیلی
یکی از رایج ترین و عمومی ترین انواع پرشوندگی است ولی هیج مزیتی نسبت به دیگر انواع infill ندارد. یک الگو ساده است و بطور پیش فرض در تمامی نرم افزار های اسلایسر پرینتر سه بعدی قرار داده شده است. بسیاری از کاربران ترجیح می دهند تا از الگوهای پیش فرض برای راحتی کار استفاده کنند.
مثلثی
یکی از اشکال مفید و کاربردی برای بالا بردن مقاومت قطعه در برابر بار های جانبی است. اگر به دیواره ای قدرتمند در قطعه ی خود انتظار دارید و یا قطعه شما باریک و بلند است بهتر است برای مقاومت بیشتر آن الگوی پرینت داخل قطعه را به حالت مثلثی قرار دهید.
موج دار
اگر قطعه شما پیچش های زیادی دارد و یا اینکه می خواهید قطعه کمی انعطاف پذیرتر باشد از این حالت استفاده کنید البته که برای انعطاف پذیر بودن قطعه باید از فیلامنت های منعطف همچون TPU استفاده کنید.
++ چگونگی پرینت با فیلامنت TPU ++
شش ضلعی
این نوع از پرشوندگی یکی از موثرترین و در عین حال سریع ترین حالت برای پرینت است. تقریبا برای اکثر قطعات با هندسه های مختلف می توان استفاده نمود. این حالت در مصرف فیلامنت، زمان و هزینه ها صرفه جویی کرده و مقاومت بالایی را در قطعه شما ایجاد می کند.
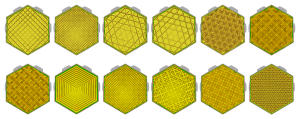
دیگر الگوهای infill را می توانید در شکل زیر ملاحظه فرمایید.
مسیر خطوط infill
خطوط infill معمولا در زاویه 45 درجه پرینت می شوند. در این زاویه هر دو استپر موتور محور X و Y برای ایجاد نهایت شتاب و jerk در لایه ها بدون افت کیفیت حرکت می کنند. برای ایجاد مسیر های مختلف هنگام پرینت شما می توانید مقدار صفر درجه برای حرکت عمودی و 90 درجه برای حرکت افقی ایجاد کنید.
مقدار offset XY
پرشوندگی در تمامی قطعات در مرکز قطعه متمرکز است. برای جابجای آن به سمت راست، چپ، بالا یا پایین تنظیمات offset استفاده می شود. مقدار مثبت جابجایی را به سمت راست و بالا تنظیم کرده و مقدار منفی جابجایی را به سمت چپ یا پایین تنظیم کرده. این تنظیم برای الگوی concentric در دسترس نمی باشد.
درصد همپوشانی (overlap percentage)
با این تنظیم می توانید میزان همپوشانی بین پرکننده و دیواره ها را کنترل کنید. می توان آن را به صورت درصد یا مقدار واقعی تنظیم کرد. مقدار بالاتر معمولاً منجر به اتصال بهتر بین پرکننده و دیوارها می شود. با این حال، ممکن است کیفیت بصری چاپ را نیز کاهش دهد، زیرا مقدار بیش از حد بالا می تواند منجر به اکستروژن بیش از حد شود. مقدار پیش فرض در نرم افزار Ultimaker Cura در اکثر موارد کافی خواهد بود.
++ راهنمای نصب و تنظیمات اولیه نرم افزار کیورا ++
همپوشانی پوستی (skin overlap)
همپوشانی پوستی مانند همپوشانی پرکننده عمل می کند که در بالا به تفصیل توضیح داده شده است. می توان آن را به صورت درصد یا مقدار واقعی تنظیم کرد. همپوشانی پوست بر تمام لایه های بالا و پایین در یک چاپ تاثیر می گذارد.
فاصله پاک کردن(infill wipe distance)
این تنظیم به چاپگر دستور میدهد تا قبل از شروع چاپ دیوارها، اکسترود را در پایان چاپ پرکننده متوقف کند. چاپگر همچنان به دلیل فشار در نازل، مقدار کمی از رشته را ترشح می کند، اما با توقف زودهنگام اکستروژن، اکستروژن بیش از حد روی پوسته را کاهش می دهید. تصویر بالا را ببینید.
ضخامت لایه (infill layer thickness)
از آنجایی که ارتفاع لایه پرکننده برای کیفیت بصری مهم نیست، میتوانید از لایههای ضخیمتر روی پرکننده استفاده کنید تا زمان چاپ را کاهش دهید. هنگام تنظیم، همیشه مطمئن شوید که مضربی از ارتفاع لایه باشد، در غیر این صورت نرم افزار Ultimaker Cura آن را تا مضربی از ارتفاع لایه گرد می کند. که برای مثال می توانید با ضخامت پرکننده 0.2 میلی متر تنظیم کنید در حالی که ارتفاع لایه 0.1 میلی متر است. چاپگر ابتدا دیوارها را برای دو لایه چاپ می کند و سپس یک لایه پرکننده ضخیم تر را چاپ می کند.
پرکردن تدریجی(gradual infill step)
پر کردن تدریجی با کاهش درصد پر شدن در لایه های زیرین، میزان پر کردن مصرفی را کاهش می دهد. هر مرحله پر کردن تدریجی، درصد پر شدن را بر ضریب دو تقسیم می کند. نتیجه یک پر کردن متراکم در نزدیکی لایه های بالایی است که ضروری است و زمان چاپ کاهش می یابد.
infill یکی از تنظیمات اصلی در تمامی نرم افزار های اسلایسر چاپگر های سه بعدی می باشد که شما باید تنظیمات آن را متناسب با قطعه ای که می خواهید تولید کنید تنظیم کنید. با تنظیمات دقیق و گرفتن جی کد مناسب یک قطعه با کیفیت تولید کنید و از نتیجه به دست آمده لذت ببرید.