

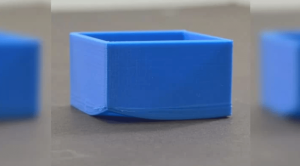
تاب برداشتن قطعه پرینتی به چه معناست؟
هر زمان که قسمت هایی از قطعه پرینتی شروع به و پیچش به سمت بالا کنند شما با مشکل تاب برداشتن(warping) مواجه خواهید شد. این مشکل به دلیل اختلاف دمای موجود بین لایه هایی که اکسترود می شوند و به سطح میز کار می ریزند به وجود می آید. این اتفاق در مدل شما کشش ایجاد می کند و هنگامی که این کشش شدید باشد لایه های پایینی که به میز کار متصل اند شروع به بلند شدن می کنند و باعث تاب خوردگی قطعه هنگام پرینت می شود.
در این مقاله سعی کردیم تا شما را با مشکل تاب خوردگی در قطعات برای فیلامنت هایی همچون PLA , ABS و PETG و راه های رفع و جلوگیری از تاب برداشتن را آشنا کنیم. پس با ما در ادامه همراه باشید:

چرا تاب برداشتن اتفاق می افتد؟
فیلامنت استفاده شده در پرینتر های سه بعدی FDM معمولا ترموپلاستیک هستند. موادی که می توانند ذوب شوند(به مایع تبدیل شوند) و سرد شوند(به جامد تبدیل شوند) درحالی که خواص مکانیکی خود را از دست نمی دهند و با تغییر شکل و حالت خواص را حفظ می کنند.
++ برای مشاهده و خرید پرینتر سه بعدی FDM اینجا کلیک کنید ++
در پرینترهای سه بعدی فیلامنت ها ابتدا ذوب می شوند و به سطح میزکار ریخته می شوند و یا به اصطلاح اکسترود می شوند. هنگام حرارت، ترموپلاستیک منبسط و دوباره کوچک می شود و پس از خنک کاری به جامد تبدیل می شود. این تغییر حالت یکسری جابجایی ها در پلاستیک ایجاد می کند که ریشه مشکل تاب خوردگی است. لایه های سرد تر به سمت لایه های گرم هنگام تماس با یکدیگر فشار وارد می کنند. اگر این اتفاق زمانی بیافتد که لایه های گرم تر زیر لایه های سرد تر باشند قطعه پرینتی تمایل به پیچش و بلند شدن از سطح میز کار را دارد و چسبندگی لازم از روی سطح را از می دهد.
اگر بتوانیم تمام قسمت های قطعه پرینتی را در یک دمای یکسان در طول عملیات پرینت نگه داریم، نه تنها گوشه ی کوچک قطعه دچار تاب برداشتن نمی شود بلکه اصلا این اتفاق نمیافتد. کاری که باید انجام داد این است که سعی کنیم دمای قطعه پرینتی را در در حد امکان کنترل کنیم.
رفع مشکل تاب برداشتن
در ادامه ما سه روش کاربردی را ارائه دادیم تا از تاب برداشتن قطعه هنگام پرینت با فیلامنت هایی همچون PLA, ABS و PETG جلوگیری کنید:
++ پنج نکته ساده در پرینت سه بعدی با فیلامنت PETG ++
دما را تنظیم کنید
دما نه تنها در فیلامنت بلکه در سطح و هوای اطراف نیز می تواند مهم ترین دلیل برای جلوگیری از تاب خوردگی باشد. در ادامه سه روش کاربردی برای محیا کردن دما عملیات ذکر کردیم:
صفحه داغ
استفاده از صفحه داغ علاوه بر انتقال دما به قطعه درحال پرینت به چسبندگی در سطح میزکار نیز کمک می کند. معمولا شرکت های تولید کننده فیلامنت مقدار دمای میز کار را توصیه می کنند. مقدار دما های توصیه شده در فیلامنت ها مرسوم به صورت زیر است:
- فیلامنت PLA
- دمای نازل: 190 تا 220 درجه سانتی گراد
- دمای صفحه: 60 تا 80 درجه سانتی گراد
- فیلامنت ABS
- دمای نازل: 210 تا 250 درجه سانتی گراد
- دمای صفحه: 80 تا 110 درجه سانتی گراد
- فیلامنت PETG
- دمای نازل: 220 تا 260 درجه سانتی گراد
- دمای صفحه: 50 تا 85 درجه سانتی گراد
استفاده از محفظه
ایجاد محفظه با گذاشتن چندین کارتن کنار سطح میز کار برای جلوگیری از ورود هوا در پرینتر هایی که خود محفظه و اتاقک پرینت ندارند. وجود محفظه اطراف قطعه پرینتی هنگام عملیات پرینت به یکسان شدن دمای محیط اطراف کمک می کند.
کنترل دمای اتاق
با بسته نگه داشتن درب ها و پنجره های اتاق از ورود ناگهانی هوای سرد به سمت پرینت جلوگیری کنید.
تنظیمات خنک کاری
پیشنهاد می شود در لایه های ابتدایی و یا حداقل در لایه اول فن های خنک کننده را خاموش کنید تا چسبندگی قطعه به سطح به راحتی صورت گیرد.
از چسب استفاده کنید
همانطور که گفتیم، افزایش چسبندگی در سطح میز کار از بلند شدن و تاب برداشتن لایه های پایینی قطعه هنگام پرینت جلوگیری می کند. شما می توانید با استفاده از چسب ماتیکی صفحه کار را قبل از شروع پرینت چسبکاری کنید تا لایه های ابتدایی به خوبی سطح قطعه متصل شوند.
تنظیمات اسلایسر را تغییر دهید
در نهایت یکسری تنظیمات نیز می توانید در نرم افزار اسلایسر ایجاد کنید تا از تاب برداشتن قطعه جلوگیری کنید:
به آرامی پرینت کنید
بسیاری از مشکلات پرینت با کم کردن سرعت پرینت برطرف می شوند. با کم کردن سرعت پرینت به تغییر دمای نازل هم توجه کنید و میزان دما را با سرعت پرینت تنظیم کنید.
از raft یا brim استفاده کنید
با ایجاد یکی از این دو حالت قسمت انتهایی قطعه را وسیع تر می کنید که به چسبندگی قطعه به سطح کمک بسیاری می کند.
++ تفاوت raft, brim , skirt چیست؟ ++
ارتفاع شروع اولیه محور Z را کالیبره کنید
اگر ارتفاع شروع محور Z شما خیلی زیاد باشد فیلامنت خروجی از نازل به خوبی با صفحه تماس برقرار نمی کند و به آن نمی چسبد. اگر فکر می کنید که ارتفاع شروع محور Z زیاد است بهتر است آن را در بازه های 0.05 میلیمتری کم کنید تا به یک لایه اول خوب برسید.
چگالی پرشوندگی ( infill) را کاهش دهید
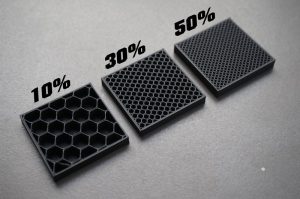
وقتی که تنظیمات پرینت را انجام می دهید می توانید انتخاب کنید که مدلتان یا کاملا خالی پرینت شود و یا کاملا تو پر و یا درصدی بین این دو از 0 تا 100. مهم ترین علتی که باعث تاب برداشتن مدل می شود تنش های حرارتی ایجاد شده در آن است. قسمت های داخلی مدل هم از این قضیه مستثنی نیستند. قسمت های داخلی در هنگام سرد شدن به مدل فشار می آورند و هر قدر چگالی بخش داخلی مدل بیشتر باشد این تنش ها هم بیشتر می شوند. با کم کردن چگالی مدل هم حرارت راحت تر از درون مدل آزاد می شود و هم تنش های کمتری به مدل وارد می شود.