شماره تماس: 36641870-025 (واحد فروش) | مشاوره فروش: 09122533420 | پاسخگویی در ساعات اداری(8 الی 16)
هیچ محصولی در سبد خرید نیست.
یکی از مهمترین تنظیمات در عملیات پرینت سه بعدی تنظیمات دمایی دستگاه پرینتر سه بعدی...
یکی از بخش های مهم هنگام پرینت سه بعدی تنظیمات مربوط به ضخامت دیواره در...
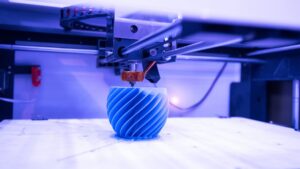
ارتفاع لایه گذاری (Layer Height) یا رزولوشن پرینتر سه بعدی تنظیم ارتفاع لایه در پرینت سه بعدی...
یکی از موارد مهمی که پس از خرید پرینتر سه بعدی باید به آن توجه...
فیلامنت ها مواد اولیه مصرفی در دستگاه های پرینتر سه بعدی FDM می باشند. این...
اگر پس از خرید پرینتر سه بعدی، به فکر ایجاد سایه یا حلقه (Ghosting &...
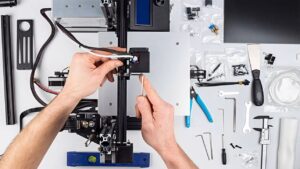
اهمیت مراقبت از پرینترهای سه بعدی در این است که از خراب شدن آن و...
ممکن است شما پس از چند بار کار با دستگاه پرینتر 3 بعدی بعد از...
یکی از بخش هایی که برای کاربران پس از خرید دستگاه پرینتر سه بعدی همیشه...