
یکی از موارد مهمی که پس از خرید پرینتر سه بعدی باید به آن توجه کنید، راه های افزایش کیفیت چاپ است. کار با پرینتر سه بعدی بسیار آسان است و نیاز به تخصص خاص و پیچیده ای ندارد. بنابراین هر کاربری با هر نوع توانایی می تواند از دستگاه های پرینتر سه بعدی به راحتی استفاده کند و نتیجه مطلوب را به دست آورد. برای بالا بردن کیفیت چاپ باید سختی طی مسیر را بر خود هموار کنیم که البته ارزشش را دارد! در ادامه نکاتی را میگوییم که به شما در ارتقای سطح کیفی چاپ کمک خواهد کرد.
تمرین بیشتر، نتیجه گیری بهتر
غالبا پرینت خوب و بی نقص به آسانی حاصل نمی شود. برای اینکه نتیجه ی مطلوب از کار چاپ بگیرید باید با صبر و حوصله ابتدا دستگاه و سپس فیلامنت مناسب کارتان را خوب بشناسید و دستگاه را به طور دقیق تنظیم کنید.
++ برای خرید انواع فیلامنت های با کیفیت در تنوع رنگی های بسیار اینجا کلیک کنید ++
در این مقاله، برای بالا بردن سطح کیفی چاپ 10 نکته ی اساسی از سخت افزار گرفته تا تنظیمات اسلایسر و پس پردازش گردآوری کرده ایم. زمانی که با هر گونه مشکل کیفی مواجه می شوید توصیه می کنیم که به تنظیمات دستگاه رجوع کرده و هر دفعه فقط یک گزینه را تغییر دهید و یک پرینت آزمایشی بگیرید. سپس تغییرات حاصله را در نمونه ی چاپی خود یادداشت کنید. تا با مقایسه ی مواردی که یادداشت کرده اید به تنظیمات مطلوب برسید ولی اگر هر دفعه تغییرات زیادی در تنظیمات دستگاه بدهید متوجه نخواهید شد که کدام یک در بهبود کیفی کار موثر بوده است.
چند توصیه قبل از شروع:
صبور باشید، و انتظار نداشته باشید در اولین پرینت خود نتیجه ی عالی بگیرید. با هر بار پرینت می توانید بر آموخته هایتان اضافه کنید و در پرینت بعدی بهتر عمل کرده و کیفیت کارتان را بالا برید. پس بریم با هم نکات لازم را یاد بگیریم:
1. بستر را تراز و آفست Z را تنظیم کنید
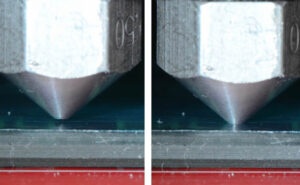
اولین و اساسی ترین کاری که باید در جهت بهبود کیفیت چاپ انجام گیرد اطمینان از تراز بودن بستر و تنظیم فاصله ی بهینه نازل از بستر می باشد (به این کار افست Z می گویند). برای تنظیم دستی بستر، می توانید با کمک یک برگه ی کاغذ یا صفحه ی حسگر، فاصله ی بین نازل و بستر را در چندین نقطه از بستر تعیین کنید. اگر نازل (تمیز) در فاصله ی مناسب از بستر قرار گرفته باشد: کاغذ یا حسگر فاصله سنج، را که رها کنید با حداقل مقاومت و اصطکاک مواجه می شود و بدون وارد کردن نیرو می توانید آن را زیر نازل بلغزانید. برای اطمینان، این کار را چندین بار تکرار کنید.
از سوی دیگر، می توانید با کمک یک سنسور سطح بندی بستر مثل BLTouch ، ترازبندی بستر را به صورت خودکار انجام دهید. البته در این مورد باید هزینه خرید این وسیله و انجام بروزرسانی سیستم عامل پرینتر را هم به جان بخرید. ولی خوبی این کار در این است که در دراز مدت، موجب صرفه جویی در زمان خواهد شد.
2.دما را کنترل کنید

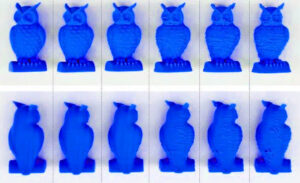
دمای نازل یا نازل ها(اگر بیشتر از یکی باشند) تاثیر مستقیم بر شکل پرینت نهایی دارد. اگر نازل بیش از اندازه داغ باشد، رشته های تارمانند فیلامنت بین قطعات مجزا ظاهر می شود. زمانی که قطعات بلند چاپ می کنید دمای بالا یا خنک سازی ناکافی باعث ذوب شدن لایه های قبلی و در نتیجه چاپ قطعه ی بدشکل می شود.
هنگامی قصد چاپ یک شیء بلند را دارید در سمت دیگر صفحه ی ساخت روی اسلایسر، یک مکعب یک سانتی متری قرار دهید. این کار نازل داغ را از چاپ بین لایه ها دور می کند و فرصت خنک شدن می دهد. اگر متوجه وجود رشته های تارمانند از فیلامنت مابین سازه های پرینتی شدید، از یک دیواره یا محافظ در برابر تراوش ماده ی مذاب استفاده کنید. این کار در برنامه ی اسلایسر قابل اجرا است.
از طرف دیگر، کنترل دمای صفحه ی ساخت، انسجام و چسبندگی قطعه را بالا برده و از بروز معایب دیگر هم جلوگیری می کند. در هنگام پرینت، لایه های مدل در هنگام خنک شدن منقبض می شوند که این امر باعث جدا شدن لبه های پایینی قطعه از صفحه ی ساخت می شود. این تاب برداشتن بدین معنی است که دمای بستر بیش از اندازه پایین است یا باید چسبندگی بستر را بررسی کنید.
حال اگر دمای بستر بیش از اندازه بالا باشد، مدل چاپی شکل عجیب و دفورمه ای ممکن است به خود بگیرد. پس یعنی برای پرینت بعدی باید دمای بستر را اندکی پایین بیاورید.
3. سطح ساخت را ارتقا دهید
بخش کلیدی دستگاه که بر مواد پرینت و سطح قطعات پرینتی تاثیر گذار است صفحه ی ساخت می باشد. صفحه ساخت های گوناگون بر سطح زیری قطعه پرینتی، بافت های متفاوتی ایجاد می کند: جنسهای مختلف بستر مثل شیشه، PEI، یا نوار کاپتون سطح زیری کار را یکنواخت و صاف می کنند و درحالیکه صفحات پلی کربنات، چسب یا نوار نقاش اثر مات کنندگی بر سطح زیری کار می گذارند.
برای ایجاد چسبندگی، به اندازه مناسب، اسپری یا چسب روی سطح بزنید و در این کار افراط نکنید. در غیر این صورت جدا سازی قطعه ی پرینت شده از صفحه بسیار مشکل می شود. و اگر بخواهید قطعه را با زور جدا کنید احتمال دارد به آن آسیب وارد شده یا بشکند و یا صفحه را بخراشد.
به مرور سطوح و چسب های مختلف را امتحان کنید تا بفهمید کدام یک با توجه به تنظیمات دستگاه شما بهتر است و در نهایت نتیجه ی مطلوب تری می دهد.
4. دستورالعمل های مراقبت و نگهداری از دستگاه را رعایت کنید

هر دستگاه پرینت سه بعدی مشخصات و ویژگی های خاص خود را دارد، و احتمالا نکاتی دارد که برای بهبود کیفی چاپ باید آنها را مد نظر قرار داد. ولی تنها با بالا رفتن مدل پرینتر نمی توان نتیجه ی کار را ارتقا بخشید. برای این منظور باید چند کار مختصر انجام داد. مثل، تمیز نگهداشتن بستر و روغن کاری ریل های دستگاه با توجه به دستورالعمل کارخانه.
++مطالعه مقاله راهنمای نگهداری و مراقبت از دستگاه پرینتر سه بعدی ++
همانطور که قبلا متذکر شدیم، شما باید بستر را به طور منظم تراز کنید و فراموش نکنید کالیبره کردن اکسترودر هم یکی از کارهای مراقبتی دستگاه است. اگر دستگاه دارای دو موتور استپر بر محور Z می باشد، به طور منظم کوپلینگ ها و مهره های لید اسکرو را چک کنید.
اگر به مشکلات کیفی غیر قابل توضیحی برخوردید وجود لرزش در بخش های مختلف قاب دستگاه را بررسی کنید. از محکم بودن پیچ ها و تسمه ها اطمینان پیدا کنید و بررسی کنید که تمام زوایای 90 درجه مربع باشند. اگر همه چیز در بخش سخت افزاری، مرتب و درست بود، فراموش نکنید که با خرید دستگاه های کیتک شما می توانید از خدمات پس از فروش این شرکت استفاده کنید و برای مشاوره و رفع مشکلات خود از قسمت تماس با ما از کارشناسان ما راهنمایی های لازم را دریافت کنید.
5. از فیلامنت با احتیاط و دقت نگهداری کنید.

بسیاری از فیلامنت ها جاذب رطوبت هستند یعنی رطوبت هوا و محیط را جذب می کنند. پس فیلامنت اگر در معرض هوا قرار بگیرد مخصوصا فیلامنت های ABS، نایلون، و فیلامنت های انعطاف پذیر، با جذب رطوبت در کار چاپ ایجاد مشکل می کنند.
فیلامنت نم کشیده، طی عملیات اکسترود شدن به دلیل بخار شدن آب موجود در آن منبسط می شود و در پلاستیک حباب ایجاد می شود. در نتیجه وقتی فیلامنت در نازل حرکت می کند ترک می خورد یا می ترکد و اگر از نزدیک نگاه کنید می توانید خروج دود را ببینید. و یا اینکه باعث ایجاد خوردگی در فیلامنت می شود. بزرگترین مشکل وقتی نمایان می شود که متوجه سطح ناهموار و زبر و خشن قطعه ی پرینت شده می شوید.
رول های فیلامنت را در محفظه های پلاستیکی قرار داده و در جعبه ی آن ها مواد جاذب رطوبت قرار دهید. در بعضی موارد اگر متوجه شدید که فیلامنت نم کشیده، آن را برای چند ساعت در فر با دمای پایین قرار دهید تا خشک شود. یا اینکه می توانید خودتان یک سطل گرمایشی که از پرینتر تغذیه می شود به عنوان خشک کننده ی فیلامنت بسازید. این کار ساده و سرگرم کننده خواهد بود.
6. کار با اسلایسر را بیاموزید.
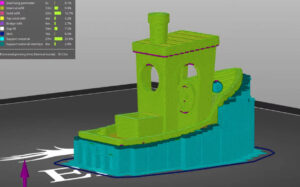
ما نمی توانیم بدون یادآوری اسلایسرها، یک سری نکات برای ارتقای کیفی چاپ ردیف کنیم. اسلایسر چیزی است که مدل سه بعدی را به سازه هایی ( که جی کد نامیده می شوند) تبدیل کرده و پرینتر را راه می اندازد. اسلایسر، دما و حرکات پرینتر و اضافاتی مثل ساپورت ها یا پل ها و بسیاری فاکتورهای دیگر را در جریان پرینت کنترل می کند. صرف نظر از نوع اسلایسر، یادگیری امکانات و قابلیت های مختلف اسلایسر برای تنظیمات گوناگون دستگاه به شما در بالا بردن کیفیت کار کمک خواهد کرد.
++ برای دانلود نرم افزار های اسلایسر پرینتر سه بعدی اینجا کلیک کنید ++
اسلایسرهای گوناگونی در بازار موجود است که بسیاری از آنها رایگان هستند ولی اگر مدل خاصی مد نظرتان است باید به آپشن های پرداخت آن هم توجه داشته باشید. اگر چند بار پرینت شما خوب از کار در نیامد فوری سراغ یک اسلایسر دیگر نروید. شاید مشکل مربوط به تنظیمات باشد نه اسلایسر. مشکل را بررسی کنید و هر بار یک تنظیم را تغییر دهید و چاپ کنید این کار را چندین بار تکرار کنید تا علت را بیابید و برطرف کنید.
تنظیمات زیادی وجود دارد که می تواند مفید باشد ولی برای شروع به این چند نکته توجه کنید. اگر پرینت به اندازه ای که باید تمیز نیست ببینید اسلایسر شما در تنظیمات مربوط به کیفیت، گزینه ی “خوب” یا “عالی” دارد . با انتخاب گزینه ی “عالی” سرعت چاپ اندکی پایین می آید ولی دقت چاپ بیشتر شده و نتیجه ی کار بهتر می شود.
7. ساپورت اضافه کنید
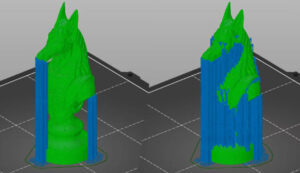
پرینترهای سه بعدی FDM، فیلامنت مذاب را روی لایه ی زیرین متصل می کند. ولی درلایه ی اول که هنوز لایه ای زیرش قرار نگرفته است تا لایه ی چاپی بر آن متصل شود باید تقریبا روی هوا پرینت کند! اگر پل بیش از اندازه طولانی باشد یا زاویه برامدگی بیش از اندازه بالا باشد، احتمال افتادگی یا حتی خرابی کامل قطعه وجود دارد.
اگر ساپورت را در اسلایسر خود فعال کنید برای پل ها و برآمدگی ها برنامه ای طراحی می شود ولی برای انجام درست این کار باید با تحقیق و تجربه کافی وارد عمل شوید. تا بدانید چطور و چه زمانی باید از ساپورت استفاده کنید. انواع مختلفی از ساپورت وجود دارد که مناسب مدل های مختلف هستند، و مجموعه ای از تنظیمات بیشتر لازم است تا بتوان کار را به بهترین وجه انجام داد. فقط توجه داشته باشید که هنگام استفاده از ساپورت، احتمالا به اندکی پس پردازش (مانند برش و سنباده زدن) برای از بین بردن اثر جای اتصال مورد نیاز باشد.
8. شکاف ها را نزدیک کنید

غالبا در اثر اکستروژن کمتر یا زیادتر از اندازه لازم، در قطعه ی پرینتی شکاف هایی نمایان می شود. برای شروع، بهتر است به میزان جریان (که در نرم افزار کیورا، ضریب اکستروژن(ٍExtrusion Multipier) نامیده می شود) نگاهی بیاندازید. مقادیر آن را کم کم تغییر دهید و پس از هر تغییر یک پرینت آزمایشی بگیرید. برای رفع مشکل اکستروژن می توانید مراحل کالیبراسیون را انجام دهید.
دلیل دیگر ظهور شکاف در چاپ، پارامترهایی همچون ضخامت دیواره ناکافی در کار می باشد. زمانی که می خواهید قطعه ای با جزییات زیاد پرینت بگیرید هنگام کار ممکن است سوراخ های کوچک در بالا و اطراف قطعه ظاهر شود. با بالا بردن تدریجی مقدار ضخامت دیواره(wall thickness) با مقدار پرشوندگی(infill)، می توانید بر مشکل کیفی حاصل از ایجاد شکاف غلبه کنید.
از طرف دیگر اگر زمان تولید infill، سرعت چاپ بیش از حد بالا باشد و درنتیجه نازل خیلی سریع حرکت کند ، فیلامنت اکسترود شده در ضخامت دیواره نمی ماند و در نتیجه فیلامنت فرصت پیدا نمی کند که متصل شود. برای رفع این مشکل سرعت پرینت را کم کنید. فقط سرعت راخیلی کم نکنید چرا که ممکن است مشکلات دیگری پیش بیاید.
9. سرعت و حرکت را تنظیم کنید

سرعت و حرکت هد چاپ تاثیر واضح و روشنی روی کیفیت کار نهایی دارد. مثلا، پس از چسباندن اولین لایه، گاهی اوقات ممکن است خطی را مشاهده کنید که نازل در سراسر سطح یا محیط چاپ ایجاد می کند. این می تواند ناشی از عدم بازکشش(retraction) فیلامنت باشد.
علاوه بر این، برخی از اسلایسرها این قابلیت را دارند که به چاپگر دستور دهند در حین حرکت در فضاهای خالی، ارتفاع نازل را افزایش دهد. تنظیمات اسلایسر خود را بررسی کنید و ببینید این قابلیت را دارد یاخیر. چرا که با این امکان می توانید از هر گونه برخورد تصادفی جلوگیری کنید.
با وجودی که پرینت سریع بسیار وسوسه انگیز است ولی این کار، کیفیت پرینت را کاهش می دهد. وقتی سرعت بالا باشد در اثر لرزش اکسترودر در قطعه ی چاپی حلقه یا سایه ی ناخواسته ایجاد می شود. برای رفع این مشکل، سرعت را پایین بیاورید. در عین حال بررسی کنید که اکسترودر با سرعت مناسب ( نه خیلی کم و نه خیلی زیاد) حرکت می کند چرا که اگر سرعت بیش از حد پایین باشد منطقه ی پرینت بیش از حد داغ می شود که خود موجب بروز مشکلات کیفی دیگری در کار پرینت می شود.
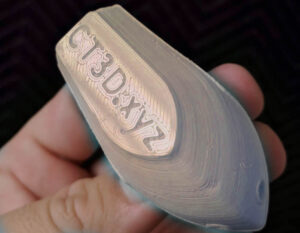
10.قطعات پرینت شده را پس از جداسازی پرداخت کنید

پس از جداسازی ساپورت ها برای خلاص شدن از شر عیوب کوچک می توانید با یک چاقو یا سمباده قطعه را پردازش کنید و عملیات پرداخت قطعات پرینتی را انجام دهید. مخصوصا اگر قرار باشد قطعه رنگ آمیزی یا پولیش شود.
بعضی از پلاستیک ها مثل ABS را می توانید با بخار استون به خوبی صیغلی و صاف کنید . در نتیجه قطعه ای براق خواهید داشت. فقط دقت کنید که بیش از اندازه از بخار استون استفاده نکنید چون حلال پلاستیک است و می تواند قطعه را ضعیف کند. پلاستیک های کامپوزیت، برنج یا مس تزریقی را می توان با سمباده زنی پرداخت کرد. روشهای دیگری هم وجود دارد که می توانید کارتان را چشمگیرتر و زیباتر کنید.
++ مطالعه مقاله صاف و صیغلی کردن قطعات پرینتی ++
با انجام تمامی این مراحل به طور دقیق می توانید یک کیفیت عالی از قطعات پرینتی خود با چاپگر های سه بعدی خروجی بگیرید و از نتیجه بدست آمده لذت ببرید.