
ممکن است شما پس از چند بار کار با دستگاه پرینتر 3 بعدی بعد از مدتی با خروج نا کافی فیلامنت روبرو شوید که یکی از عمده ترین مشکلات پرینت می باشد. این مشکل هنگامی رخ می دهد که فیلامنت بسیار کمی از قسمت نازل دستگاه خارج شود. این مشکل می تواند باعث بروز خطاهایی همچون ایجاد فاصله بین لایه ها، تشکیل لایه های نازک و ناکافی و حتی ایجاد حباب و نقاط ریز بر روی سطوح قطعه پرینتی شود.
علت مشکل خروج نا کافی فیلامنت در پرینتر سه بعدی
گرفتگی نازل می تواند در اکثر مواقع ناشی از تنظیمات و یا کالیبراسیون نادرست باشد. هرچند گاهی اوقات هم می تواند مشکل سخت افزاری دستگاه ها و عیوب آن ها باشد. پس سعی کنید در ابتدا از اینکه مشکل سخت افزاری و از قطعات و لوازم یدکی دستگاه پرینتر سه بعدی هست یا نه کاملا مطمئن شوید. همچنین همیشه در ایجاد تغییرات در تنظیمات نرم افزارهای اسلایسر بسیار با احتیاط عمل کنید.
در ادامه این مقاله سعی کردیم تا شما را با روش های جلوگیری از گرفتگی نازل در پرینتر سه بعدی بیشتر آشنا کنیم. پس با ما تا انتهای این مقاله همراه باشید.
نازل و هات اند (Hotend) پرینتر سه بعدی را بررسی کنید

بیشترین دلیل خروج نا کافی فیلامنت از دستگاه گرفتگی بخش نازل می باشد. بخصوص هنگامی که شما در تعمیر و نگهداری پرینتر سه بعدی خود تعلل کرده باشید و نازل را مرتبا تمیز نکرده باشید.
شما این مشکل را می توانید با تمیز کردن و یا تعویض نازل خود به راحتی برطرف کنید. در بسیاری از مواقع شما می توانید از سوزن های ریز مناسب با سایز نازل خبرای تمیز کردن نازل خود استفاده کنید تا مواد اضافی و جا مانده را از قسمت خروجی نازل جدا کنید.
بررسی لوله تفلون و قسمت کولد اند

اگر قسمت نازل به اندازه کافی تمیز است و هنوز با مشکل مواجه هستید لوله تفلون (در حالت bowden) و قسمت کولد اند دستگاه ( در حالت Direct Drive) دستگاه را بررسی کنید. بعضی مواقع خراب شدن لوله تفلون PTFE می تواند باعث گرفتگی شود.
برای جداکردن فیلامنت گرفته شده، گیره کولت را بردارید، کولت را در اطراف لوله PTFE به آرامی فشار دهید و لوله را محکم بکشید. این کار باعث می شود تا از گرفتگی فیلامنت در قسمت نازل و یا لوله تفلون جلوگیری شود این عمل همچنین به گرم تر شدن بخش هات اند دستگاه کمک می کند. اگر این روش را انتخاب کردید کاملا مراقب باشید تا به خودتان یا دستگاه آسیب نزنید!
اکسترودر پرینتر سه بعدی را بررسی کنید
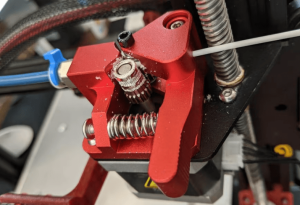
در بعضی از موارد تمیز نبودن بخش چرخدنده های اکسترودر می تواند باعث انتقال کم فیلامنت به بخش هات اند و در نهایت گرفتگی آن شود. چرخدنده های اکسترودر می توانند فیلامنت ثابت را آسیاب کنند و تکه ها و ذرات رشته شده را روی دندانه های چرخدنده جمع کنند. این گرفتگی در قسمت چرخدنده ها باعث عملکرد ضعیف اکسترودر برای انتقال قدرتمند فیلامنت به سمت نازل شود.
با یک مسواک یا قلمو کوچک می توانید تمیز کردن این بخش را انجام دهید!
از وجود گره روی فیلامنت مطمئن شوید

اگر تمامی موارد در بخش سخت افزاری و قطعات دستگاه چاپگر سه بعدی خود را بررسی کردید. ممکن است رشته فیلامنت در قسمتی گره خورده باشد. گره فیلامنت یک مشکل کاملا اجتناب ناپذیر در هنگام کار با پرینتر سه بعدی است.
دما را زیاد کنید
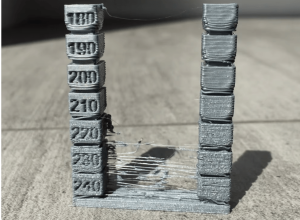
فیلامنت ها با رنگ و برند های مختلف هر کدام تنظیمات دمایی مختص به خودشان را دارند. اگر به تازگی فیلامنت خود را عوض کرده اید و با مشکل خروج نا کافی فیلامنت مواجه شده اید. مشکل کار از تنظیمات دمایی است. اگر دمای پرینت بسیار کم است فیلامنت به خوبی نمی تواند جریان پیدا کند.
دمای پرینت خود را در بازه های 5 درجه سانتی گراد به تدریج افزایش دهید تا بهترین دما را برای دستگاه و فیلامنت بدست آورید. می توانید این تنظیمات دمایی را با چاپ مکرر یک قطعه و یا انجام یک تست اولیه قبل از پرینت اصلی امتحان کنید تا به بهترین تنظیمات ممکن برسید.
تنظیمات ریترکشن را اعمال کنید.
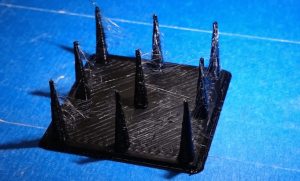
اگر کمبود فیلامنت را در بخش هایی از گوشه و یا درز های کار مشاهده می کنید نیاز به اعمال برخی تغییرات در بخش ریترکشن(retraction) دارید. اگر مکش فیلامنت را بسیار زیاد و یا بسیار کم قرار دهید، اکسترودر دستگاه نمیتواند به درستی فیلامنت را به سمت نازل انتقال دهد تا یک لایه عالی را بر روی سطح بریزد.
فاصله ریترکشن را هربار به اندازه 1 میلیمتر کاهش دهید و سرعت آن را هر بار تا 5 میلیمتر بر ثانیه افزایش دهید این کار را تا زمانیکه به مقدار لازم رسیدید ادامه دهید. اگر هم با رشته رشته شدن ویا ایجاد حباب مواجه شدید یعنی مقدار را زیادی افزایش داده اید پس کمی مقدار فاصله و سرعت ریترکشن را به حالت قبل برگردانید. به عنوان یک قانون کلی هیچ گاه مقدار فاصله ریترکشن را کمتر از 2 میلیمتر و سرعت را بالای 45 میلیمتر بر ثانیه قرار ندهید.
انتخاب قطر صحیح فیلامنت

به عنوان مثل اگر قطر فیلامنت را در نرم افزار اسلایسر خود در مقدار 1.75 میلیمتر ذخیره کرده اید ولی شما قصد انجام پرینتی با فیلامنت قطر بیشتر را دارید قطعا اکسترودر قادر به انتقال مقدار کافی فیلامنت نخواهد بود. برای اندازه گیری فیلامنت و یافتن قطر صحیح آن از کولیس استفاده کنید. گاهی اوقات، حتی عدم دقت 0.1 میلی متری می تواند باعث مشکلات چاپ شود.
نرخ جریان را افزایش دهید

نرخ جریان (که به عنوان ضریب اکستروژن نیز شناخته می شود) را در اسلایسر خود افزایش دهید. این باعث میشود رشته فیلامنت بیشتری از نازل شما عبور کند و در نتیجه پرینتهای کاملتری ایجاد شود. این تنظیم را تا 2.5 درصد تغییر داده تا مقدار دقیق را بدست آورید. گاهی اوقات برندهای مختلف فیلامنت و رنگ های آن به نرخ جریان کمی متفاوت تر نیاز دارند. به عنوان یک قانون کلی، این تنظیم را به بیش از 1.1 درصد افزایش ندهید. در غیر این صورت، مشکلات جدیدی ظاهر می شود.
همانطور که قبلاً اشاره کردیم، اگر قبلاً با تنظیمات همان دستگاه پرینتر سه بعدی، و متریال چاپ های قابل قبولی تولید کرده اید، هرگز این تنظیمات را تغییر ندهید. اگر خروج ناکافی فیلامنت و گرفتگی نازل به طور تصادفی ظاهر شود، مشکل به احتمال زیاد در سخت افزار و قطعات و لوازم یدکی دستگاه پرینتر سه بعدی است.