

پرینت سه بعدی با فیلامنت PETG به آن سختی که شما فکر می کنید نمی باشد. مطالعه 5 روش ساده برای پرینت سه بعدی با فیلامنت PETG در ادامه مطالب به شما در پرینت سه بعدی کمک خواهد کرد.
فیلامنت PETG مخفف شده عبارت Poly Ethylene Terephthalate Glycol می باشد که یک فیلامنت سخت، مقاوم در برابر دما و ضربه شدید است. در هنگام پرینت سه بعدی با فیلامنت PETG آنچان چالش برانگیز همچون پرینت سه بعدی با فیلامنت ABS نمی باشد ولی مشکلات مخصوص به خودش را دارد. شما با فیلامنت PETG می توانید یک قطعه با دوام، با کیفیت خارق العاده پرینت کنید.
تنظیمات پرینت
برای شروع پرینت سه بعدی با فیلامنت PETG، نرم افزار اسلایسر خود را باز کنید تا به تنظیمات آن دسترسی پیدا کنید و برای نتیجه بهینه نیازمند تغییرات برای فیلامنت PETG در تنظیمات اولیه می باشید
تنظیمات اولیه
اگر تنظیمات نرم افزار اسلایسر را بر روی فیلامنت PETG تنظیم کرده اید. بدون هیچ تغییری، آماده برای شروع پرینت سه بعدی با فیلامنت PETG می باشید در غیر این صورت می توانید تغییرات کمی را بر روی تنظیمات فیلامنت PLA اعمال کنید:
- دمای نازل را افزایش دهید.(معمولا بین 220 و 260 درجه سانتی گراد)
- دمای صفحه کاری را افزایش دهید.(معمولا بین 50 و 85 درجه سانتی گراد)
- سرعت فن را در محدوده 20 تا 50 درصد کاهش دهید.
تنظیمات دقیق
با استفاده از تنظیمات توضیح داده شده در بالا، یک تست ساده همچون مکعب کالیبره را امتحان کنید. دو نکته رشته شدن و خنک کاری لایه ها در فیلامنت PETG را در نظر بگیرید. با استفاده از قطعه تستی، تنظیمات پرینت را اصلاح کنید. اگر لایه ها به یکدیگر نمی چسبند، سرعت فن را کاهش و یا دمای پرینت را افزایش دهید. اگر رشته شدن شدت گرفت سرعت ریترکشن و فاصله را افزایش دهید اگر قطعه موج دار و ناهموار شد، دمای پرینت را کاهش دهید. این تنظیمات را تا جایی ادامه دهید تا از نتیجه بدست آمده راضی باشید. اگر مشکلات همچنان برطرف نشد. روش های بیان شده زیر نیز می تواند کمک کننده باشد.
روش اول: استفاده از چسب

معمولا استفاده از چسب بر روی صفحه کاری برای افزایش چسبندگی بین قطعه و سطح استفاده می شود هرچند فیلامنت PETG چسبندگی نسبتا خوبی بین قطعه و سطح ایجاد می کند! در نتیجه، شما همیشه باید از چسب برای جلوگیری از جدایش لایه های قطعه به یکدیگر و همچنین به سطح استفاده کنید.
روش دوم: تنظیم صحیح ریترکشن
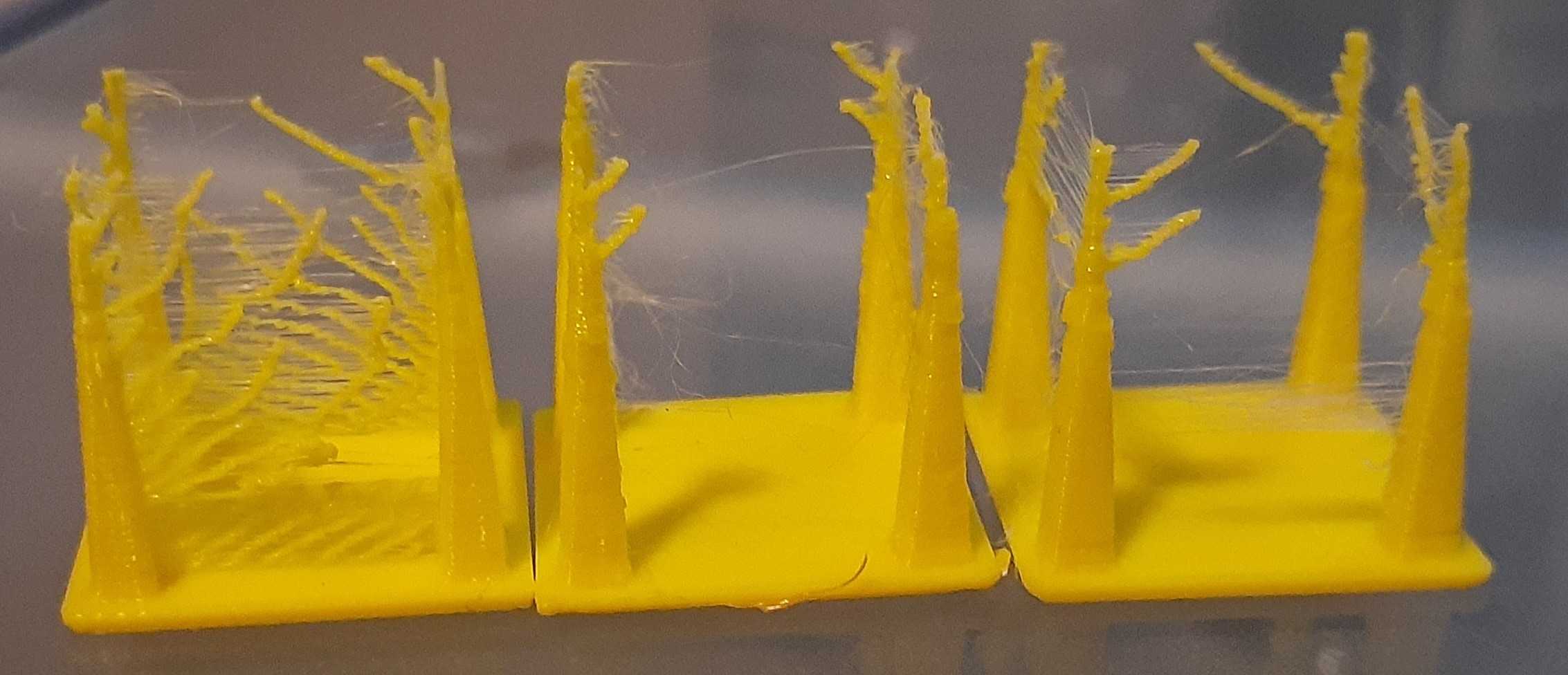
همانطور که قبلا اشاره شد، فیلامنت PETG تمایل زیادی به رشته شدن دارد و سختی ماده، شکسته شدن رشته های پلاستیک ذوب شده را سخت می کند که به تارزدگی های جزئی در قطعه ایجاد می شود. سعی کنید فاصله ریترکشن، سرعت ریترکشن و سرعت جابجایی(Travel distance) را با مقادیر منطقی افزایش دهید.
روش سوم: جلوگیری از ترک خوردگی

اگر شما فیلامنت را از PLA به PETG تغییر داده اید، ممکن است به این نکته که ترک ها در فیلامنت PETG راحت تر ایجاد می شوند پی برده باشید به دلیل اینکه فیلامنت PETG در خنک کاری های مداوم، ایجاد ترک می کند.
اگر لایه های درحال پرینت از هم جدا شدند و یا ترک خوردند، سرعت فن را کم کنید فیلامنت PETG شکل خود را در دما های بالا نسبت به فیلامنت PLA حفظ می کند. کاهش دما و خنک کاری به مواد خارج شده این فرصت را می دهد تا لایه ها و اجزای دیگر را به یکدیگر متصل کند.
روش چهارم: ایجاد فضای مناسب برای ساپورت

همانند بسیاری از فیلامنت های مورد استفاده در پرینتر های FD، فیلامنت PETG نیز در بعضی اشکال نیازمند ساپورت می باشد. هرچند، با تنظیم چسبندگی لایه های PETG به یکدیگر به خوبی متصل می شوند. جدا کردن ساپورت از قطعه کمی دشوار می شود. در این صورت شما نیازمند تنظیمات پیشرفته تری در نرم افزار اسلایسر برای افزایش فاصله ساپورت و قطعه هستید.
روش پنجم: نگهداری فیلامنت
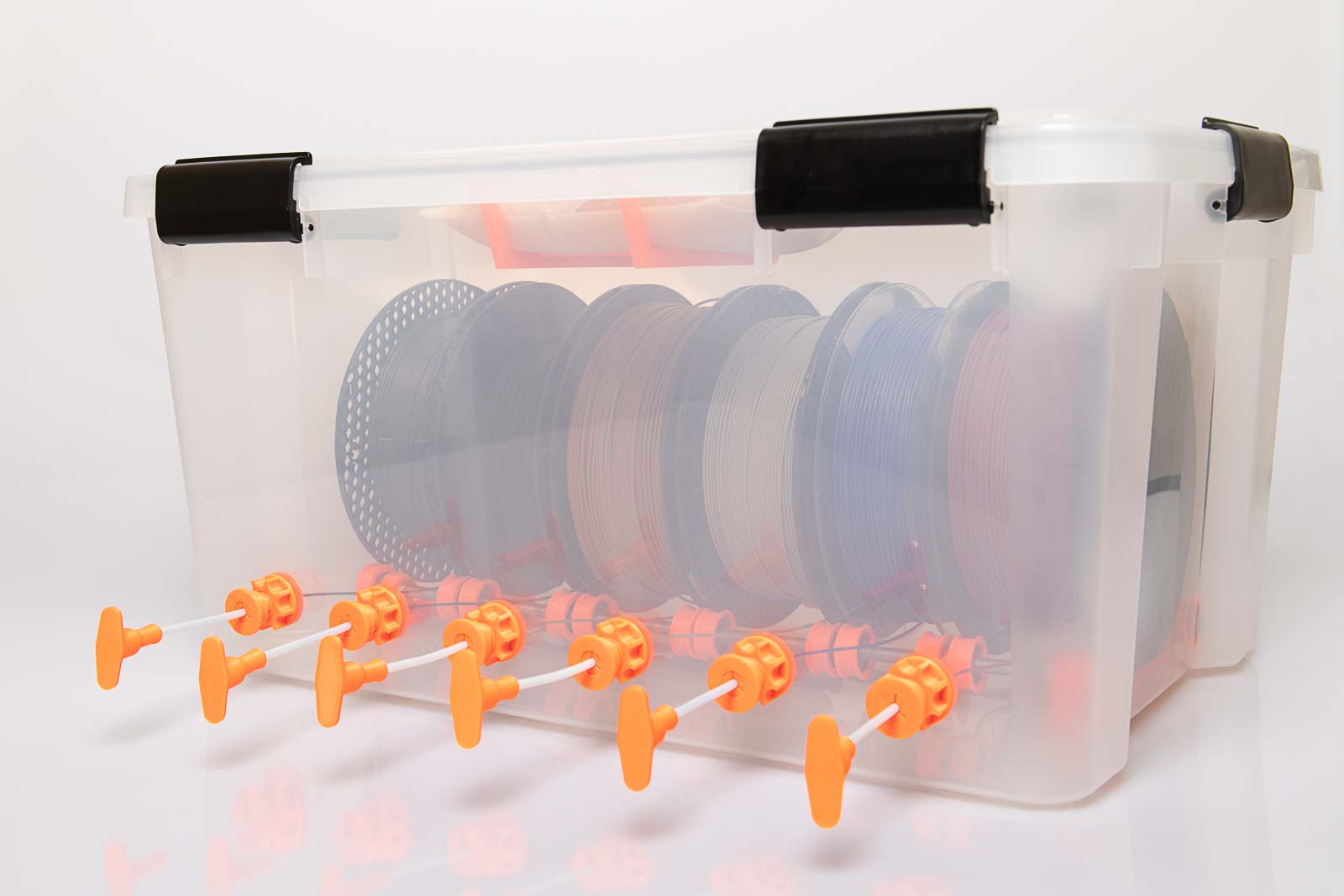
پس از مدتی پرینت با فیلامنت PETG، به کیفیت و استحکام پرینت توجه خواهید کرد، به دلیل اینکه فیلامنت PETG به راحتی رطوبت را در هوا در خود جذب می کند. این رطوبت فیلامنت را و کیفیت آن را تخریب می کند.
به همین دلیل سعی کنید فیلامنت را در محیط های خشک همچون بسته های محفوظ از هوا نگهداری کنید تا از جذب زیاد رطوبت هوا توسط فیلامنت جلوگیری کند. اگر فیلامنت شما کمی رطوبت را جذب کرده بود می توانید با خشک کردن آن در فر ها با دمایی حدود 60 درجه سانتی گراد رطوبت را از فیلامنت خارج کنید.